

塑料刮刀在柔印行业的应用
塑料刮刀在柔印行业的应用
塑料刮刀影响飞墨的可能因素有助于找到解决问题的办法,主要有以下几点:
高粘墨水(1000-1900cP)
打印速度大于100毫秒/秒。
刮板材料,刀口设计,刮板厚度。
辊纹网孔孔径大小及形状。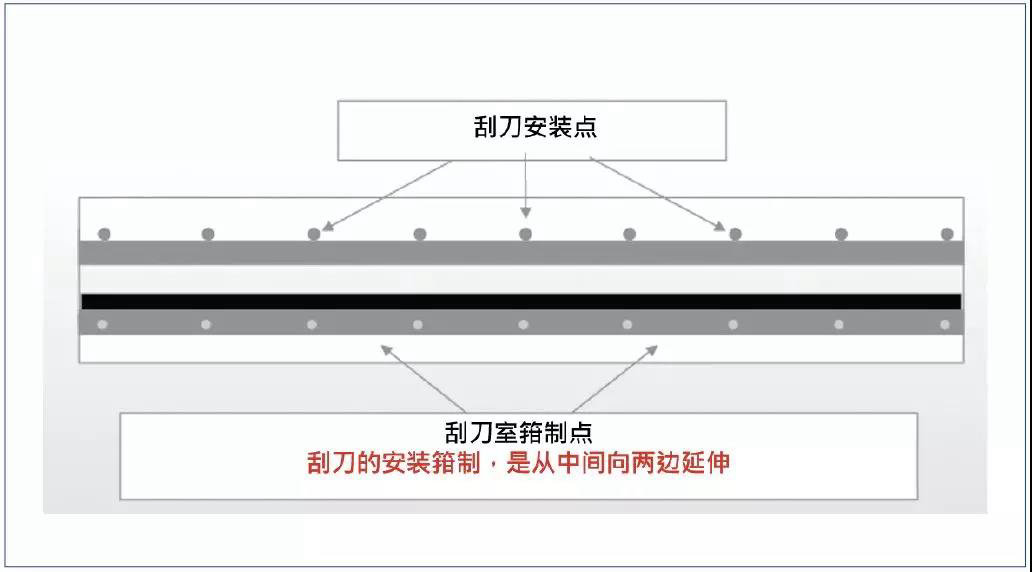
通过控制油墨粘度和印刷速度,可以有效地改善喷墨喷溅问题,但通过控制刮刀和网纹辊两个变数,可以使喷溅问题得到更有效的解决。刮板需要考虑以下因素:
一、刮刀和网纹滚筒的接触角。
对于柔版印刷,建议用刮刀和网纹滚筒接触的角度在25°到35°之间,最好在接近30°。在30°以下的刮刀和网纹辊的接触角度会使刮墨的效率降低,增加了接触面,导致残留更多的墨水,容易出现飞墨现象。为减少UV墨水的喷溅现象,接触角应至少大于30°,使用UV墨水时要注意。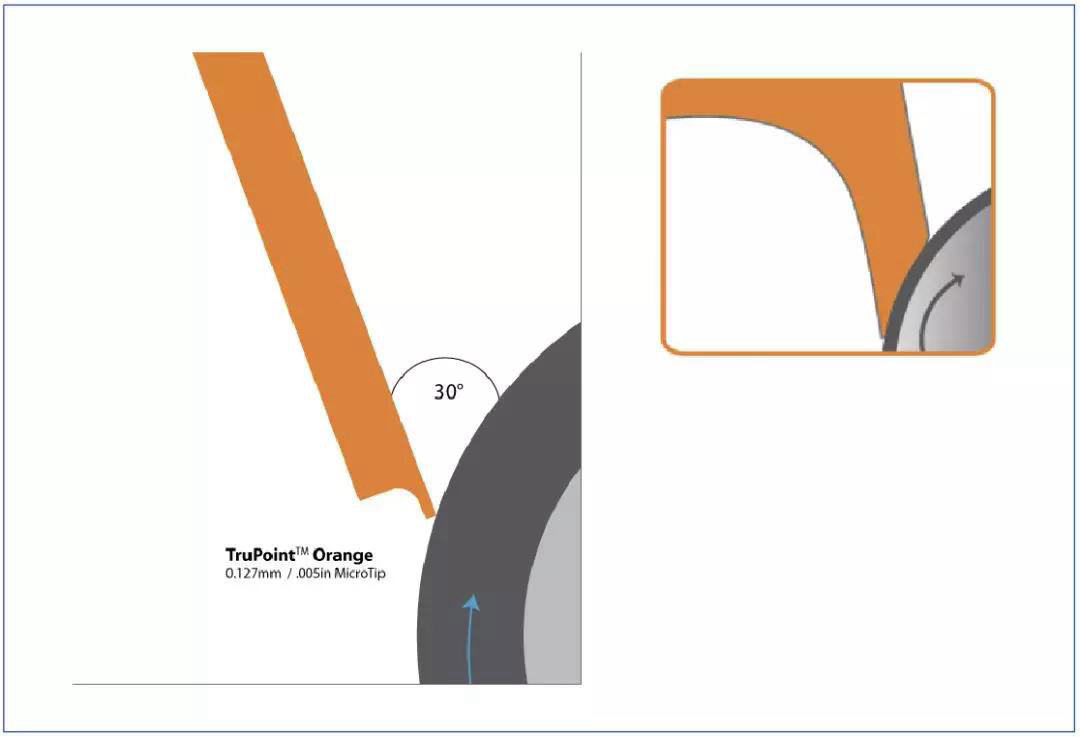
二、刮刀和网纹滚筒的接触压力。
网纹辊上刮刀的压力过大,会使刀口变形,接触角过平,导致刀口尖端上扬,使墨水流过网纹辊表面,使通过刮刀下缘的墨水容易流过印版,造成飞墨现象。
三、刮刀的厚度。
UV油墨粘度高时,常使用较厚的刮刀,这是由于防止刮刀变形而造成飞墨。但刮片厚度的增加将允许更多的墨水通过,从而影响印刷图象的正确性和锐度。
四、刮刀的设计。
新型塑料刮刀的研发设计使刮刀底部加厚以防止变形,同时使刀口前缘保持最薄,见图24。借助于加强刮刀底部的坚硬硬度,该刮刀可以将墨水刮到正确的位置,以抵抗UV墨水的高粘度压迫;同时,刮刀前缘的薄度可以保证刮刀的稳定性,减少飞墨现象。
本文版权归网站所有,转载请联系并注明出处:
http://www.ytpack666.com//ymgdzx/11-201231-03.html






